Red Wolf Reliability
Papers and Case Studies
Main Bearing Failure Modes
Background
Crank shaft main bearings are one of the simplest and most inexpensive components in an internal combustion engine, however damage to a main bearing failure can lead to catastrophic failure of the engine requiring expensive repairs and extended downtime. Most all internal combustion engines utilize an oil lubricated sleeve type bearing to support crankshaft loads and allow for journal rotation. Unlike standard rotating equipment, reciprocating engines are characterized by severe cyclic and impactive loading. Sleeve bearings are required in these applications in order to distribute this load over a relatively large surface area.
Sleeve bearings utilize hydrodynamic lubrication to create a high pressure oil wedge that lifts the shaft off of the bearing surface and prevents metal to metal contact. This separation between rotating and stationary surfaces allows for hydrodynamic bearings to be designed with theoretically infinite life. However, failure to maintain this oil wedge can result in accelerated wear that will eventually cause the bearing to fail. Regardless of the root cause, all failures in sleeve bearings are eventually the result of metal to metal contact due to a loss of the hydrodynamic film.
Main Bearing Failure Modes
The simplest way to identify the failure mode of a bearing is to examine the sleeve surface and characterize how the material itself failed. Each failure mode can have several different root causes that lead to the eventual failure of the bearing surface. The most common failure modes observed in engine main bearings can be categorized into the following four wear patterns.
Fatigue
Most main crank bearings are constructed of several layers with a soft overlay or babbitt material applied over a stronger steel backing. A fatigue failure is characterized by surface cracks on the bearing and areas where the overlay has begun to flake off. This failure mode is the result of bearing forces exceeding the fatigue strength of the overlay material. As the overlay flakes off the load is concentrated onto the extruding surfaces and causes the wear to accelerate.
Wiping
A wiped bearing is characterized by a smeared overlay surface. Wiping occurs when the internal forces or temperature in the bearing become so great that he overlay babbitt material is either partially melted or displaced and moved to a cooler or less loaded area and deposited. A severe case of wiping is the “Hot Short” failure in which the internal bearing temperature elevates to the point that the overlay material is actually melted and torn completely off of the steel backing.
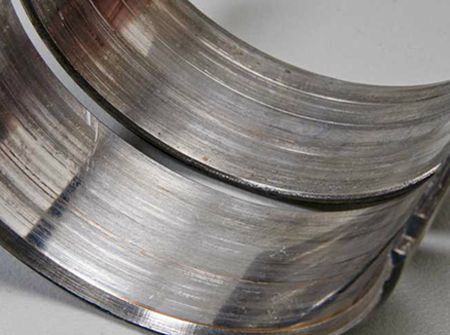
Scoring
Scoring in a bearing surface is characterized by deep radial scratches and foreign particles being embedded into the overlay of the bearing. This type of bearing failure is the most common, and is typically caused by foreign particle contamination of the oil supply such as dirt and metallic wear particles. As these debris particles displace bearing material in the form of scratches, a high spot is created in the bearing surface that can cause metal on metal contact with the journal surface.
Corrosion
A corrosion failure of a bearing is characterized by oxidation of the bearing surface caused by chemical attack. This is usually the result of contamination and dilution of the oil from excessive blow-by, coolant or water in the oil, and improper oil change intervals. Corrosion of the bearing is typically followed by other failure modes as the oxidized bearing surface accelerates fatigue and generates large amounts of wear particles that can cause scoring of the bearing surface.
Root Causes
Identifying the root cause of a bearing failure is crucial in preventing the recurrence of the failure, as a simple replacement of the bearings typically will not address the factors that led up to the failure in the first place. It is important to note that in many cases the premature bearing failure is due to a combination of several of the causes. Table 1 below shows a breakdown of the factors responsible for main engine bearing failures found in a research study by Clevite Engine Bearings.
Misassembly is a common issue in over-the-road gasoline and diesel engines. Surprisingly, bearings halves being installed backwards or flipped is a leading form of misassembly that can lead to the oil inlet being blocked and the bearing failing due to oil starvation. Improper crush clearances in split bearings is also a common form of misassembly that leads to concentrated loading at the bearing parting line.
Misalignment of main bearing bores can be caused by crankcase distortion or improper machining tolerances. This leads to inconsistent loading across the bearing surface and areas of concentrated loading that can accelerate surface fatigue. An overloaded bearing reacts similar to a misalignment condition. Extreme operating conditions such as overheating and “lugging” cause surface fatigue to accelerate and can overheat the bearing to the point of wiping.
Oil starvation or insufficient lubrication is one of the most severe forms of bearing failure. Without sufficient lubrication, the bearing is not able to obtain the proper oil film wedge. The wedge may form in places with an appropriate amount of oil but not others. This can result in metal on metal contact called boundary or mixed lubrication which is characterized by a high coefficient of friction resulting in large energy loss, increased bearing wear, and a severe temperature increase in the bearing. The bearing life in this condition is extremely short.
Corrosion of the bearing is typically a result of oil dilution and contamination. This condition is further pronounced when there is poor routine maintenance such as inadequate oil change intervals. Contaminants can enter from the outside environment such as water or from sources internal to the engine such coolant and fuel. Any contaminant in the oil dilutes it and modifies its physical properties. Excessive temperatures can also change the physical properties of the oil leading to oxidation.
Improper journal finish has much the same effect as scoring, except now instead of bearing failure progression due to foreign particle contamination causing issues with surface finish it is the journal surface that is grinding and scratching the bearing overlay.
Numerous different factors can lead to each of the separate bearing failure modes, however the end effect that causes the eventual failure is the same; loss of hydrodynamic oil film separation between the bearing and journal surfaces. The quality of this oil film is the greatest indicator to the overall health of the bearing.