Red Wolf Reliability
Papers and Case Studies
Reciprocating Compressors: Get To Know Your Gas - Carbon Dioxide
Reciprocating compressors are used to compress several different types of gases. This article focuses on Carbon Dioxide (CO2) and items to look out for during reciprocating collection and analysis to ensure your compressor operates safely.
CO2 compressors are used in many applications such as injection, rejection for oils wells, and in production of fertilizer and CO2. These compressors have a variety of ranges of pressures and temperatures depending on the process and may have a CO2 gas composition with different hydrocarbon constituents along with a different percentage of relative humidity. These different parameter ranges can be an area of concern in regards to the compression of CO2.

How does CO2 cause damage to reciprocating equipment?
A potential cause of damage to reciprocating compressors is through the formation of condensation. In the case of high relative humidity CO2, the possible formation of Carbonic Acid (H2CO3) can occur, creating a very corrosive environment for the equipment. Many packagers address this issue by using certain types of stainless steels in the piping, pulsation bottles, and valves when creating a compressor package. If carbon steel is used instead of the correct stainless steel, the corrosive environment will cause pitting, which weakens the integrity of the metal. If the condensation is able to make a substantial amount of liquid, the possible threat of liquid slugging could happen as well as lubrication washout. Liquid slugging has the potential to destroy the pistons, cylinder walls, sealing elements of the valves, as well as valves’ seats and guards. An example of valve damage caused by liquid slug can be seen in the image to the left. Large amounts of condensation could also washout the lubrication inside the cylinder. The liquid dropout displaces the lubrication along the cylinder lining, increasing the chance that scoring along the lining will occur. The scoring will create passages for gas to leak by the piston rings making the compressor less efficient. High viscosity oil can be used to minimize the damage if the present of liquids are suspected.
How can you prevent damage to your reciprocating equipment caused by CO2?
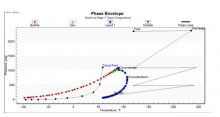
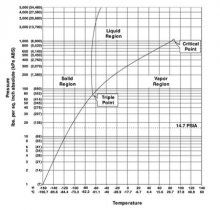
The easiest way to prevent these types of damage is to make sure your suction scrubbers and drainage protocol are in specification, and by looking at the phase envelope graphs of the gas compositions and determine were the compressor operates to avoid the formation of liquid dropout. Data from the National Institute of Standards and Technology (NIST) shows the phase regions of pure CO2 at different pressures and temperatures in the image to the right. Using similar charts, operators should make efforts to stay away from the liquid region to reduce damage to the compressor. Additional data, such as actual gas composition and percent of relative humidity, will help fine tune the phase envelope. Taking actual temperature and pressure data from the compressor and using the phase envelope will help determine if your compressor is at risk, as shown in the figure to the left. Using both charts, it can be concluded as a general guideline that the suction temperature of the CO2 composition should be above the cricondentherm, the temperature at which liquid cannot form regardless of pressure, in most cases the suction temperature needs to be above 110 ° F.
For more information on how CO2 can impact your equipment, or other reciprocating machinery analysis questions, email Red Wolf Reliability or call 970-266-9005.